STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
A rotary kiln can begin using more fuel even when the feed rate and target product remain unchanged. Operators may also see unstable negative pressure, changing exhaust conditions, or wider variation in calcined product quality. The first response is often to increase fuel, change fan settings, or adjust kiln speed.
These adjustments may be necessary, but they cannot correct uncontrolled air entering through worn seals, loose inspection doors, damaged connections, or gaps around the feed and discharge hoods. When outside air enters a kiln system without being measured or controlled, part of the available heat is used to warm that air instead of treating the material.
The result is often a process that becomes harder to balance. Fuel, pressure, oxygen, gas volume, flame condition, and product quality begin moving together.
Most rotary kilns operate with a slight negative pressure so dust and hot gas do not escape freely into the work area. This pressure condition also means that gaps can pull ambient air into the system.
Common leakage locations include the inlet and outlet seals, feed chamber, discharge hood, inspection doors, flanges, duct joints, and flexible connections. Leakage can increase when the shell moves axially, develops excessive run-out, or loses alignment with the stationary hood.
A seal works between a rotating hot shell and a stationary structure. It must limit air ingress while allowing rotation, thermal expansion, and movement. An overly rigid arrangement may wear quickly or lose contact.
Ambient air entering the kiln or exhaust system has to be heated. The fuel used for this heating does not directly increase the useful heat transferred to the material.
Leakage near the inlet or outlet can disturb local gas temperature and heat flow. Leakage farther downstream still increases the gas volume handled by the fan and dust collector. In both cases, energy use can rise without increasing qualified output.
This is why a higher burner setting may restore one temperature reading while total fuel consumption continues to rise. The system is compensating for an uncontrolled load rather than improving the calcination process itself.
The burner, induced draft fan, kiln seals, hoods, and exhaust ducts work as one gas-flow system. Air leakage changes this balance.
A leaking seal can make negative pressure less predictable. The fan may pull more total gas, but the additional gas is not necessarily useful combustion air. Flame shape and flame position may also change when the draft condition moves away from the original operating point.
Operators may then increase fuel, change fan settings, and adjust kiln speed in sequence. Each action affects the next signal. If leakage remains, the process can oscillate around the target instead of settling.
Calcined product quality depends on the material receiving the required heat exposure for the required time. Air leakage can make that exposure less uniform.
Some material may leave under-calcined because the useful thermal input is lower than expected. In other areas, operators may compensate with more fuel and create local overheating. The average kiln temperature can appear acceptable while the temperature profile and gas flow are no longer stable.
The exact result differs by material, but unstable heat transfer can appear as uneven reaction, changing activity, inconsistent strength, variable color, incomplete calcination, or excessive burning.
Poor sealing is not the cause of every quality problem. Feed size, moisture, chemistry, residence time, fuel condition, and kiln speed also matter. Major uncontrolled air paths should still be checked before judging process adjustments.
Leakage increases the total gas volume moving through the hood, ducts, fan, and dust collector. A fan may draw more current, while a dust collector sees more gas than the process itself requires.
This changes duct velocity, pressure distribution, filter load, and apparent exhaust capacity. A fan or dust collector may seem undersized when unnecessary ambient air is entering through seals and connections.
Higher gas volume can also carry more heat into the exhaust, so the kiln burns more fuel while downstream equipment works harder at the same production rate.

Operating signal | Possible explanation | First inspection |
Fuel use rises without a matching output increase | Cold air is entering and absorbing useful heat | Kiln inlet and outlet seals |
Oxygen level rises unexpectedly | False air enters after or around combustion | Seals, doors, hoods, and duct joints |
Negative pressure becomes unstable | Leakage or fan balance has changed | Pressure trend and visible leakage points |
Product quality varies while feed is stable | Heat exposure may be uneven | Sealing condition plus feed and temperature records |
Exhaust gas volume or fan load increases | Uncontrolled air raises total gas flow | Hoods, seals, flexible connections, and ducts |
Dust collection load rises | More gas and entrained dust enter the exhaust system | Discharge hood and downstream connections |
Increasing fuel can temporarily improve temperature, but it does not remove incoming cold air. It may increase exhaust loss and create local overheating while the material bed remains unevenly treated.
Stronger draft may move gas, but it can also pull more air through an existing gap. Adjustments should be recorded while visible sealing defects are inspected and corrected.
A stable kiln requires intended combustion air and process draft. False air enters at an uncontrolled location and falls outside the original heat and gas-flow design.
1. Wear, deformation, cracking, or missing sections in the kiln inlet and outlet seals.
2. Contact condition between the rotating shell and the stationary sealing structure.
3. Gaps caused by shell run-out, axial movement, or alignment changes.
4. Loose bolts, flanges, access doors, and hood connections.
5. Damaged flexible sections and expansion connections.
6. Dust or product buildup that prevents the seal from following the shell.
7. Heat damage around sealing plates, springs, supports, or nearby structures.
8. Signs of gas or dust movement around the hood during operation.
A rotary kiln shell expands as temperature rises. It can also move slightly in the axial direction and show a measurable amount of run-out. The seal must accommodate these movements while maintaining practical contact or overlap.
This is why seal performance is connected to kiln alignment, support roller condition, axial position, and shell condition. Replacing only the sealing plate may not solve a gap caused by excessive movement or incorrect alignment.
Maintenance access is also needed around the inlet and outlet hoods. A seal that is difficult to reach is more likely to remain in poor condition for too long.
1. Kiln diameter, length, and operating process.
2. Material being calcined and target product.
3. Kiln inlet and outlet hood arrangement.
4. Operating temperature and pressure range.
5. Existing seal type and current damage.
6. Photos and videos of the seal during operation and shutdown.
7. Recent fuel consumption, oxygen, pressure, and fan-load trends.
8. Kiln shell axial movement and visible run-out.
9. Dust accumulation and material leakage around the hood.
10. Available shutdown time and maintenance access.
A rotary kiln needs controlled combustion air and controlled gas movement. Air entering through worn seals or loose connections is outside that control.
The additional air can raise fuel demand, disturb pressure and flame conditions, increase exhaust load, and make product quality harder to stabilize. More fuel may hide the problem temporarily, but it does not restore system balance.
Sentai Machinery can review the kiln size, process, seal arrangement, operating temperature, pressure trend, fuel change, shell movement, and site photos before recommending a sealing or maintenance approach. The most useful diagnosis combines mechanical inspection with operating data rather than adjusting the burner alone.
1. What Is a Rotary Kiln and How Does It Work
2. What Affects Calcined Product Quality in a Rotary Kiln
3. Why Rotary Kiln Output Is Not Only Decided by Kiln Size
4. Why Raw Material Preparation Matters Before Rotary Kiln Calcination
5. Why Is Quicklime Quality Unstable After Rotary Kiln Calcination
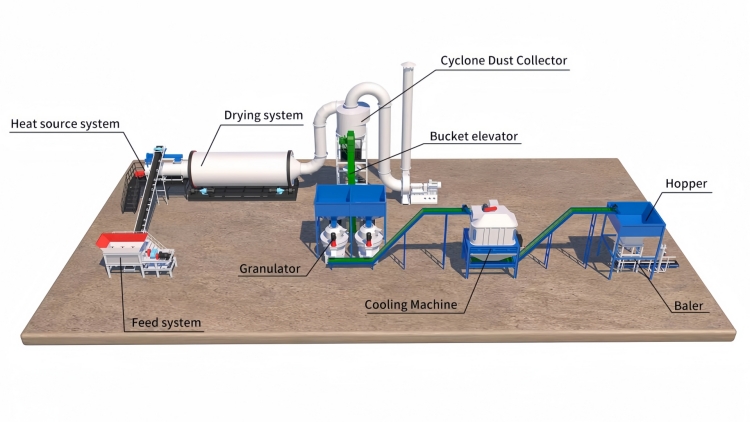
1. Rotary Kiln